Custom Foam Inserts: A Buyer’s Guide for Product & Case Packaging
Custom foam inserts are the difference between a product that arrives presented and protected and one that rattles loose in a box. Whether you are packaging electronics, tools, medical instruments, drinkware, or a premium retail kit, a die-cut or CNC-routed foam interior holds every component in its place, absorbs shock, and turns the unboxing into a moment of order. The buying decision, though, involves foam chemistry, density, cutting method, and tolerances that most first-time buyers have never had to think about. This guide explains how to specify custom foam inserts confidently: which foam family fits your product, how cutting methods differ, what drives cost, and how the design process actually runs.
The Four Foam Families
Nearly every insert is cut from one of four materials. Polyethylene (PE) is the closed-cell all-rounder: firm, chemical-resistant, non-abrasive, and the default for tool control and equipment cases. Polyurethane (PU) is the soft open-cell foam, often seen as convoluted egg-crate lids, and excels at cradling light, delicate items like glassware and instruments. EVA is a dense, rubbery closed-cell foam with a premium feel and clean-cut edges, popular for retail kits and presentation cases. Cross-linked polyethylene (XLPE) is the fine-celled premium option: smooth-skinned, available in many colours, and the standard for medical, aerospace, and high-end consumer packaging where appearance and cleanliness both matter.
Anti-static and conductive versions of PE and PU exist for electronics, and they are not optional extras: unprotected foam can carry a static charge that damages sensitive boards.
Density and Thickness Do the Protecting
Within each family, density is the working spec. A 2-pound PE holds most tools and consumer products firmly; heavy metal parts may need 4-pound or 6-pound stock to resist compression. The rule that matters for fragile goods is clearance: you generally want at least an inch of foam between the product and any outer wall for genuine drop protection, more for heavy or highly fragile items. Layered builds are common, with a firm PE base carrying cavities and a soft PU top layer pressing gently on the contents when the lid closes.
Cutting Methods and What They Cost
Die-cutting presses a steel-rule die through sheet foam and is the economical route for high volumes of simpler, through-cut shapes. CNC routing carves cavities of varying depth without any tooling, which makes it ideal for prototypes, low volumes, and complex multi-depth trays. Water-jet cutting gives the cleanest edges on thick or dense foam. For most buyers the practical pattern is: prototype on CNC with no tooling cost, then move to die-cutting if volumes justify a die, or stay on CNC for multi-depth work. Suppliers routinely combine methods in one insert, routing cavities into a die-cut blank.
| Foam | Cell type | Feel | Best for |
|---|---|---|---|
| PE | Closed | Firm | Tool control, equipment cases |
| PU | Open | Soft | Glassware, instruments, light fragiles |
| EVA | Closed | Dense, rubbery | Retail kits, presentation |
| XLPE | Closed, fine-cell | Smooth, premium | Medical, aerospace, luxury packaging |
Designing the Layout
A good insert starts from accurate product dimensions, ideally CAD files or the physical items shipped to the supplier for scanning. Cavities are cut a few millimetres under nominal size so parts press in with light friction and stay put when the case inverts. Finger notches beside each cavity, so users can actually lift items out, are the detail that separates professional layouts from frustrating ones. For kits with many parts, a shadow-board approach with a contrasting colour beneath each cavity makes missing items obvious at a glance, which is why two-colour laminated inserts dominate tool control in aviation and manufacturing.
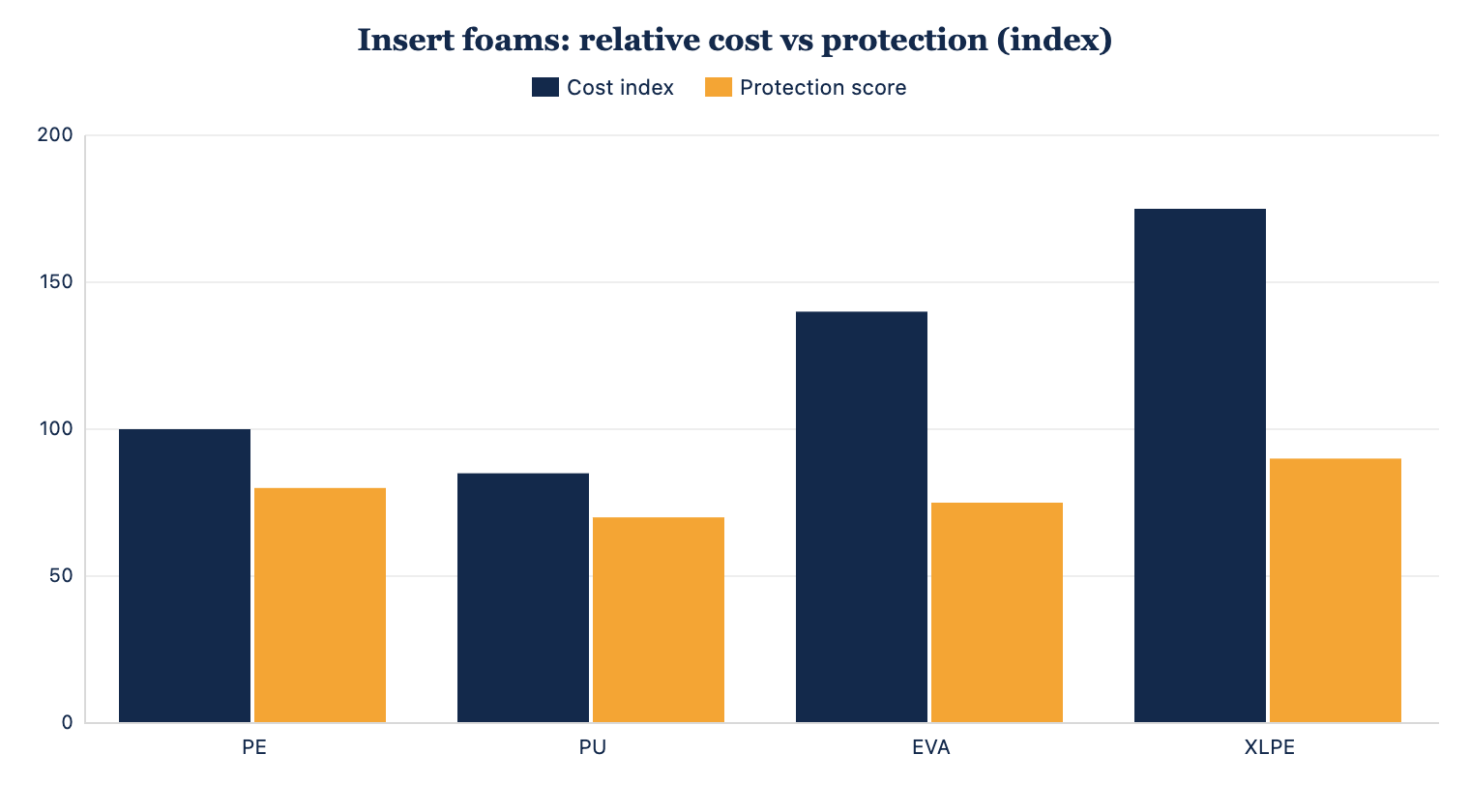
What Moves the Price
Four factors drive quoting: material family and density, sheet usage (how efficiently your layout nests into standard sheets), cutting method and time, and quantity. One-off CNC inserts for a single case are affordable because there is no tooling; unit prices then fall steadily with volume as machine setup amortises. A complex multi-depth, two-colour insert can cost several times a simple through-cut tray, so simplify depths where the product allows. If you control the outer box or case size, tell the supplier early; designing the insert and case together avoids paying for foam that only fills mismatched space.
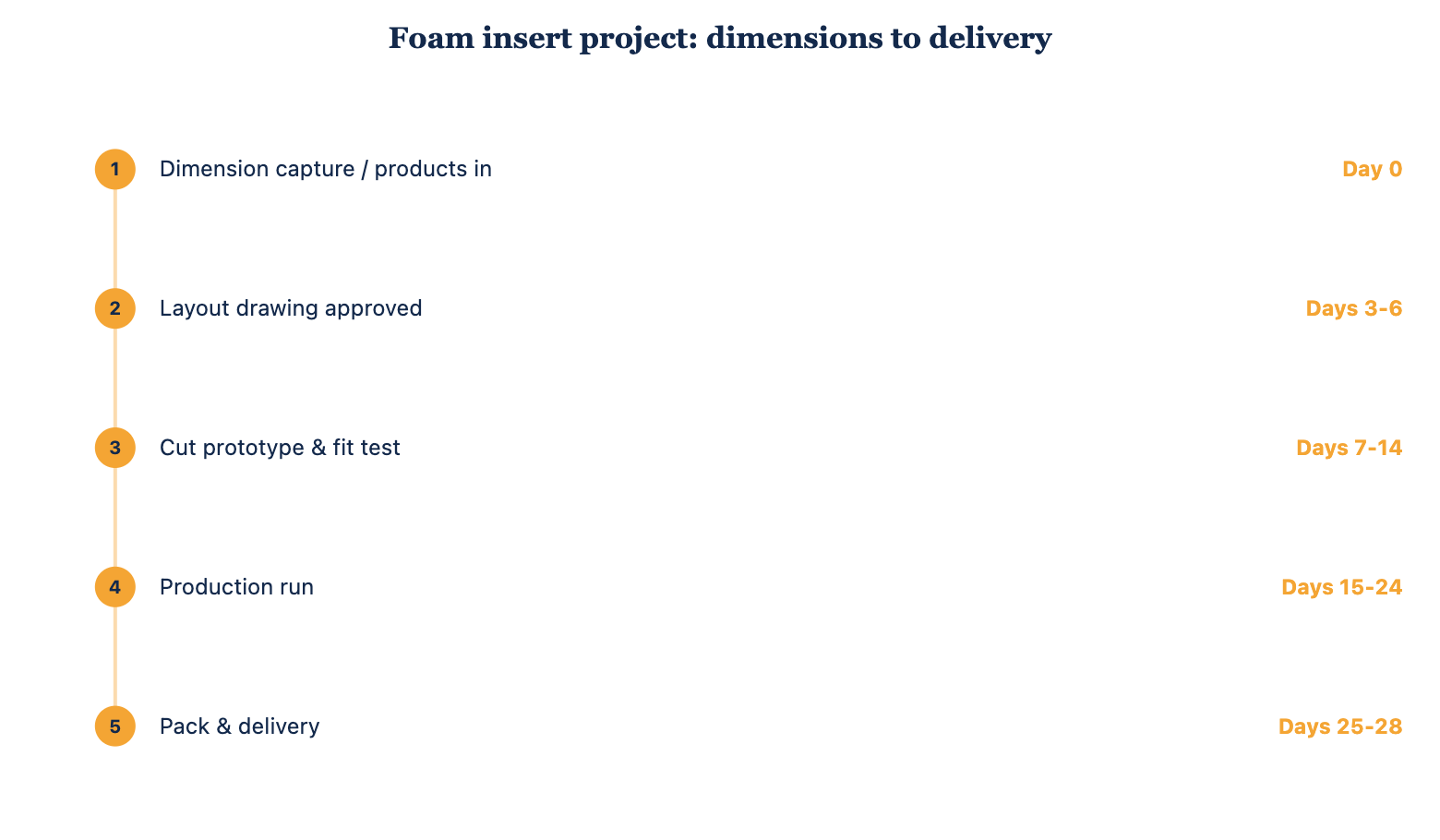
The Project Timeline
Expect one to three weeks for design and prototyping: dimension capture, a proposed layout drawing, then a cut sample for you to test with real product. Production after sample approval is fast, typically one to two weeks for most volumes, since cutting is quick once the program or die exists. The step buyers skip at their peril is the physical fit test: approve the layout on paper only, and you may discover the cavity for your heaviest item is a millimetre proud only after five hundred sets are cut.
Reorders, Revisions, and Version Control
Products change, and inserts should change with them. Keep the approved layout drawing and cutting program on file with your supplier under a clear revision number, so a reorder six months later matches the first run exactly, and so a product tweak becomes a drawing revision rather than a whole new project. If you run multiple product versions through one insert, ask for a universal layout review before committing; a shared cavity that fits both versions with a small foam shim is often far cheaper than stocking two insert designs. Good suppliers will also hold offcut material from your colour batch, which keeps colour-matched spares available between runs.
Matching Inserts to the Buyer
An electronics maker shipping boxed products wants anti-static PE or XLPE with the insert and mailer box designed as one system. A field-service team outfitting equipment cases should choose firm PE with routed, finger-notched cavities and order a few spares per kit. A brand building a premium unboxing should look at coloured XLPE or EVA with a soft-touch top layer, because the insert is part of the presentation, not just the protection. A workshop standardising tool control benefits most from two-colour laminated shadow boards. See material samples and past projects on our home page, or learn about our design process on our about page.
Start with a free layout consult
Send us your product dimensions or a parts list and we will propose a foam family, layout, and per-unit pricing at your target quantity.
Home · About · Get a Quote
Leave a Reply